Self Tapping Screws Insert For Metals And Plastics
Unit: PC
Size:
Price:
Self Tapping Screws Insert For Metals and Plastics
Fastening technology from ABA is in successful application in a wide variety of different industrial sectors around the world. Production facilities provide our customers with the assurance of quality and reliable delivery, sophisticated fastening solutions for every conceivable field of application are implemented by our own Research and Development Department. Close cooperation and exchange of experience and expertise on an international level ensure that our company stays at the cut- ting edge of technological development.With independent branches and agencies operating in a number of countries around the world we are a truly reliable partner when it comes to secure fastening technology.Self tapping screws insert can well used in Metals and Plastics materails .
Features :
1. Self tapping insert has a large effective shearing surface, so ensuring a higher degree of pull-out strength.
2. Self tapping insert is driven subsequently into the finished work piece. This means a higher casting machine output, no rejects due to incorrectly cast-in insert components, no moulding sand trapped in the thread.
3. A pre-cast or pre-drilled retaining hole with normal tolerance requirements is sufficient for driving in the self tapping insert. The thread is always precisely positioned.
4. Self tapping insert is insensitive to small areas of shrinkage. The self tapping insert prevents damage caused by torn threads.
Typical Applications :
1. Automotive
2. Plant and equipment construction
3. Railway supply industry
4. Electro-technics and laboratory techniques
5. Household appliance
6. Medical engineering
Installation materials:
- Metals
- Cast iron, brass, bronze NF metals
- Plastics, laminates
- Hardwoods
Material & Finish :
-Stainless steel 303, passivated
-Case-hardened steel, zinc-plated, yellow chromated
Other materials, designs and finishes on request :
-Brass
-Case-hardened steel, zinc-plated, blue passivated
-Case-hardened steel, zinc/nickel plated, transparent passivated
Technical Parameters :
Dimensions in mm
| Metric Series | |||||||
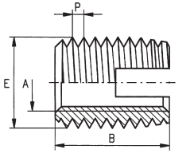
| Carbon Steel Part No. | Stainless Steel Part No. | Internal Thread | External Thread | Length | Guideline values for receiving hole diameter | Minimum borehole depth for blind holes | |
| Carbon steel(1215) | SUS303 | A | E | P | B | L | T |
| 302020001 | 302020002 | M2 | 4.5 | 0.5 | 6 | 4.2 to 4.3 | 8 |
| 302025001 | 302025002 | M2.5 | 4.5 | 0.5 | 6 | 4.2 to 4.3 | 8 |
| 302030001 | 302030002 | M3 | 5 | 0.5 | 6 | 4.7 to 4.8 | 8 |
| 302035001 | 302035002 | M3.5 | 6 | 0.75 | 8 | 5.6 to 5.7 | 10 |
| 302040001 | 302040002 | M4 | 6.5 | 0.75 | 8 | 6.1 to 6.2 | 10 |
| 302050001 | 302050002 | M5 | 8 | 1 | 10 | 7.5 to 7.6 | 13 |
| 302060001 | 302060002 | M6(a) | 9 | 1 | 12 | 8.5 to 8.6 | 15 |
| 302061001 | 302061002 | M6 | 10 | 1.5 | 14 | 9.2 to 9.4 | 17 |
| 302080001 | 302080002 | M8 | 12 | 1.5 | 15 | 11.2 to 11.4 | 18 |
| 302100001 | 302100002 | M10 | 14 | 1.5 | 18 | 13.2 to 13.4 | 22 |
| 302120001 | 302120002 | M12 | 16 | 1.5 | 22 | 15.2 to 15.4 | 26 |
| 302140001 | 302140002 | M14 | 18 | 1.5 | 24 | 17.2 to 17.4 | 28 |
| 302160001 | 302160002 | M16 | 20 | 1.5 | 22 | 19.2 to 19.4 | 26 |
| 302180001 | 302180002 | M18 | 22 | 1.5 | 24 | 21.2 to 21.4 | 29 |
| 302200001 | 302200002 | M20 | 26 | 1.5 | 27 | 25.2 to 25.4 | 32 |
| 302200001 | 302200002 | M22 | 26 | 1.5 | 30 | 25.2 to 25.4 | 36 |
| 302240001 | 302240002 | M24 | 30 | 1.5 | 30 | 29.2 to 29.4 | 36 |
| 302270001 | 302270002 | M27 | 34 | 1.5 | 30 | 33.2 to 33.4 | 36 |
| UNC & UNF Series | ||||||||
| Carbon SteelPart No. | Stainless Steel Part No. | Internal Thread | External Thread | Length | Guideline values for receiving hole diameter | Minimum borehole depth for blind holes | ||
| UNCUnified CoarseThread ANSI B1.1/BS 1580Internal thread | Carbon steel(1215) | SUS303 | A | E | P | B | L | T |
| 302604001 | 302604002 | 4 -40 | 5 | 0.5 | 6 | 4.5 to 4.8 | 8 | |
| 302606001 | 302606002 | 6 - 32 | 6 | 0.75 | 8 | 5.6 to 5.7 | 10 | |
| 302608001 | 302608002 | 8 - 32 | 6.5 | 0.75 | 8 | 6.1 to 6.2 | 10 | |
| 302610001 | 302610002 | 10 - 32 | 8 | 1 | 10 | 7.5 to 7.6 | 13 | |
| 302625001 | 302625002 | 1/4 - 20 | 10 | 1.5 | 14 | 9.2 to 9.4 | 17 | |
| 302631001 | 302631002 | 5/16 - 18 | 12 | 1.5 | 15 | 11.2 to 11.4 | 18 | |
| 302637001 | 302637002 | 3/8 - 16 | 14 | 1.5 | 18 | 13.2 to 13.4 | 22 | |
| 302644001 | 302644002 | 7/16 - 14 | 16 | 1.5 | 22 | 15.2 to 15.4 | 26 | |
| 302650001 | 302650002 | 1/2 - 13 | 18 | 1.5 | 22 | 17.2 to 17.4 | 26 | |
| 302662001 | 302662002 | 5/8 - 11 | 20 | 1.5 | 22 | 19.2 to 19.4 | 26 | |
| UNFUnified Fine ThreadANSI B1.1/ BS1580Internal thread | 302704001 | 302704002 | 4 - 48 | 5 | 0.5 | 6 | 4.5 to 4.8 | 8 |
| 302706001 | 302706002 | 6 - 40 | 6 | 0.75 | 8 | 5.6 to 5.7 | 10 | |
| 302708001 | 302708002 | 8 - 36 | 6.5 | 0.75 | 8 | 6.1 to 6.2 | 10 | |
| 302710001 | 302710002 | 10 - 32 | 8 | 1 | 10 | 7.5 to 7.6 | 13 | |
| 302725001 | 302725002 | 1/4 - 28 | 10 | 1.5 | 14 | 9.2 to 9.4 | 17 | |
| 302731001 | 302731002 | 5/16 - 24 | 12 | 1.5 | 15 | 11.2 to 11.4 | 18 | |
| 302737001 | 302737002 | 3/8 - 24 | 14 | 1.5 | 18 | 13.2 to 13.4 | 22 | |
| 302744001 | 302744002 | 7/16 - 20 | 16 | 1.5 | 22 | 15.2 to 15.4 | 26 | |
| 302750001 | 302750002 | 1/2 - 20 | 18 | 1.5 | 22 | 17.2 to 17.4 | 26 | |
| 302762001 | 302762002 | 5/8 - 18 | 20 | 1.5 | 22 | 19.2 to 19.4 | 2 | |
Manual Insertion Process:
Manual installation with driving tool and tap wrench:

Emergency installation using screw and nut:
The manual insertion is usually carried out using the manual tool via the female thread or in the case of the tools using the hexagon socket. You can of course also use power tools for the manual assembly. If doing so, it needsto be ensured that the rotatable sleeve is in the corresponding correct position.
Image 11.1/12.1
Thread the insert, cutting geometry (slit or bore) has to be pointing downward.Attention needs to be paid while doing so that the screw with nut does not face in the direction of the cutting geometry after locking with a counter nut, as the shavings are otherwise not discharged.
Image 11.2/12.2
Screw in the insert until approx. 0.1-0.2 mm underneath the surface of the work piece(during temporary assembly using screw and nut, the insert should be processed until flat). Vertical assembly must be ensured.
Image 11.3/12.3
Loosen the counter nut, otherwise the insert could possibly become unscrewed. Subsequently screw out the screw/screw-in tool.
FQA
Q1: Are you trading company or manufacturer ?
A1: We are manufacturer since 2004 in Shen zhen ,China .
Q2: Do you have stock for items ?
A2: Yes , most of items are in stock for shippment .
Q3: How long is your delivery time?
A3: Generally it is 1day for stock item,10-15 days for custom items or big quantity over 50000 pcs .
Q4: Can you provide samples ? is it free or extra ?
A4: Yes, we could offer the sample for free charge but do not pay the cost of freight.
Q5. What about the payment terms?
A5: Generally 100% T/T in advance before shippment or mass production ,and we can also consult according to your requirement.
Q6: What's your advantage?
A6: The competitive prices, fast delivery and high quality. responsible-oriented employees strict tolerance, smooth finish and long- life performance.
Q7: What are your machining equipment?A7: CNC milling machines, CNC turning machines, stamping machines,grinding machines,automatic lathe machines, tapping machines, grinding machines,screw machines, cutting machines and so on.
Q8: How to guarantee the Quality of Industrial Parts?
A8: We have been in fastener field over 19 years with full experience. And there are 5 checks in the whole processing, We have IQC (incoming quality control), IPQCS (in process quality control section), FQC (final quality control) and OQC (out-going quality control) to control each process of industrial parts production.
Hot Tags: self tapping screws insert for metals and plastics, suppliers China, manufacturers, factory, buy, in stock, made in China
